Pusher Centrifuge Manufacturers in Bahrain - Vincitore Technologies
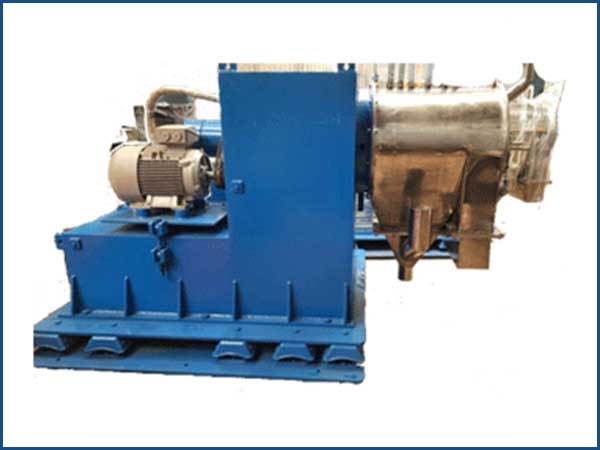
Vincitore Technologies Pvt. Ltd. is a leading pusher centrifuge manufacturers in Bahrain, suppliers, exporters and service providers in Bahrain. We are providing the best and new technological pusher centrifuge and it is a type of continuous filtration centrifuge used for solid-liquid separation, particularly effective for dewatering and washing materials like crystalline, polymer, and fibrous substances, often used in chemical, pharmaceutical, and food industries. It has continuous types of operation and able to handle a steady flow of material for separation and dewatering. Let’s check out its multiple types, its using benefits and applications as well!
ENQUIRY NOWWorking Principle of Pusher Centrifuge
Types of our Pusher Centrifuge
As a leading pusher centrifuge manufacturers in Bahrain, we are providing the best quality of pusher centrifuge such as:
-
Single-Stage Pusher Centrifuge: Our Single-Stage Pusher Centrifuge is ideal for such materials with relatively uniform crystal size that need conventional processing. This presents an economically viable substitute for operations with consistency and simplicity as objectives. With the option for advanced automation now, it presents improved energy efficiency and significantly maximizes maintenance cycles.
-
Two-Stage Pusher Centrifuge: Our Two-Stage Pusher Centrifuge is appropriate for more fragile crystals and more product purity processes. It provides better separation efficiency with better solid-liquid separation through its two-stage pushing action. With variable frequency drive and PLC-based control system incorporated now, it facilitates smooth transition and quicker response.
-
Multi-Stage Pusher Centrifuge: The Multi-Stage Pusher Centrifuge is optimum in its application of mass processing when maximum efficiency of separation is the main goal. Its application in demanding material and intricate processes makes this centrifuge deal with heavier loads more effortlessly. With IoT sensors integrated in users can now view operations in real time and receive predictive maintenance alarms to prevent unexpected downtimes.
Key Features of Pusher Centrifuge
Being the best pusher centrifuge exporters in Bahrain, these all types of pusher centrifuge are manufactured with multiple types of features such as:
-
Continuous Operation: Our centrifuges have been built with 24x7 processing in mind that they will be working for industrial usage purposes 24x7. They are yielding consistent results day and night and assist in removing human intervention. With the new auto-load balancing and vibration detection systems the equipment now operates longer than ever without any issue.
-
Heavy-Duty Stainless Steel Construction: We utilize top-grade stainless steel that allows every machine to withstand aggressive materials and aggressive environments. The robust construction makes our centrifuges ideal for chemical and abrasive use. Now also available in super duplex steel and Hastelloy the machines can be order-built for additional chemical protection.
-
Optimized Cake Washing Efficiency: Our washers are specifically designed for clean cake washing throughout, ensuring purity levels and end product quality at maximum levels. Our precision nozzle technology ensures complete coverage of all particles during wash cycle. Zone wash adjustment now allows you to control wash pressure based on the type of material.
-
Fully Automated Control Panel: Our efficient automated control panel simplifies process with simple-to-use operation and quick turnaround. With intelligent touch-screen HMIs, system controls can now easily be controlled by operators. With remote diagnostics, support groups are able to trouble-shoot troubles without ever visiting the facility.
Benefits of Pusher Centrifuges
A well-known pusher centrifuge service providers in Bahrain, our all types of pusher centrifuge are highly beneficial and gives higher performance such as:
-
High Throughput Low Energy Consumption: We engineer our machines to deliver maximum output while consuming the least amount of energy. Thanks to optimized drive systems our latest models use 15–20% less power. This significantly reduces operational expenses over time.
-
Minimal Downtime: Our modular designs make maintenance tasks quicker and more accessible. Quick-access components reduce the time spent on routine servicing and allow for faster part replacements. With AI-based predictive servicing alerts users can proactively manage their machines and avoid sudden breakdowns.
-
Exceptional Filtration Quality: We consistently achieve top-tier dryness and crystal integrity through precision-engineered separation systems. This is especially critical in sectors like pharmaceuticals and specialty chemicals. Our anti-vibration framework and adjustable stroke contribute to consistent output quality even in demanding conditions.
-
Eco-Friendly Operation: We have integrated green engineering principles to make our centrifuges more sustainable. Our smart waste disposal design and low water consumption help reduce environmental impact. EcoLine™ variants now come with zero liquid discharge compatibility enabling companies to meet strict environmental regulations.
Applications in Contemporary Industry of Pusher Centrifuges
These all types of pusher centrifuges are made with multiple types of features and highly used in multiple types of industrial sectors such as:
-
Pharmaceuticals: We facilitate critical operations such as API crystallization solvent recovery and purification of compounds. All our centrifuges are GMP policy based with data logging facilities within the units. This facilitates traceability and accuracy under highly regulated environments.
-
Fine Chemicals: Our centrifuges are also instrumental in the separation of intermediates and specialty chemicals. Our closed-loop protection and corrosion protection coatings provide a secure working environment for the operators while protecting product quality. These capabilities make our equipment highly effective in processing the sensitive or reactive chemicals.
-
Food Processing: We supply the food processing industry with hygiene-grade models with the assurance of providing high levels of health and safety. Applications include sugar starch and salt separation all processed under food-grade certification and hygiene seals. The equipment is simple to clean and remove cross-contamination risks.
-
Textile & Dyes: We assist the manufacturers in avoiding dyes and pigments from the manufacturing process more effectively with our chemical-resistant centrifuges. Automation of the slurry handling system gives optimum process efficiency and minimizes the involvement of man. This creates cleaner and safer environments.
Being the prominent pusher centrifuges manufactures in Bahrain, suppliers, exporters and service provider in Bahrain, we as Vincitore Technologies are offering multiple types and new qualify of pusher centrifuges. Our Pusher Centrifuge is among the most technologically sophisticated and efficient continuous solid-liquid separation technology. Its continuous operation and constant stream of material processing make it a favourite among industries with high throughput and precision such as chemical processing, pharmaceutical, polymers and food processing. For more information, contact us today!


Feeding: Centrifuge is continuously fed with slurry or liquid-solid mixture.
Initial Separation: Suspension is filled into a rotating perforated basket in which the action of centrifugal force begins to separate the solids from the liquid.
Filtration: Liquid travels through the medium and emerges from the basket and the solids start to develop a cake on the screen surface.
Pushing Action: The solid cake is every now and then pushed ahead by mechanical or hydraulic pusher in incremental steps to discharge end.
Washing (Optional): The solid cake can be washed during operation for desliming or washing mother liquor residue.
Discharge: The dewatered solids are discharged from the basket and the filtrate (liquid) is collected separately.